
There is no doubt that cleanrooms are the Formula 1 of manufacturing environments in terms of ensuring product quality, but by the same token they are the biggest energy guzzlers. Whether it is China’s football pitch-sized halls for semiconductor production, which require the energy input of an average power station, or a specialised ISO Class 7 pharmaceutical GMP manufacturing plant running at 20 air changes per hour (ACH) 24/7, cleanroom users across the globe need better energy efficiency strategies.
Several speakers at the BSI conference in June highlighted the drivers for energy strategies; others reviewed the various international standards that touch on energy use. Among these are ISO 14001 on environmental management and the more recent ISO 50001 energy management standard. Both are ‘management’ standards that look at energy use in a general sense with a view to continual improvement; however, cleanrooms often face unique application challenges that require more practical, application-specific standards.
To address this, the German national standards body introduced a DIN standard (VDI 2083 Part 4.2: Energy efficiency) some time ago. But according to UK industry practitioners, its complex format has hindered its wider adoption. A new Chinese standard is also in development but it is not likely to be published for a while.
It was against this background that a group of experienced UK engineers and cleanroom design consultants (many active on standards committees and working groups) – Gordon Farquharson, John Neiger and Dick Gibbons – saw the need to draft a simple code of practice. Other experts involved in the project were Nigel Lenegan, (Pharma HVAC expert, Energy & Carbon Reduction Solutions), Peter Dyment (air quality and building energy consultant, Camfil Farr), Stephen Wake (engineering design director, Validair) and Tim Triggs, (pharma operations and training, DOP Solutions). In 2012 they drafted the new document and, following a peer review, the new code of practice BS 8568 was published in March.
BSI hopes the UK standard will be moved into a CEN environment with a view to being leveraged into the ISO standards in the near future
Farquharson (Chair of BSI LBI/030 and CEN TC243 and ISO TC209 WG1 Convener) explained the different approach of the UK standard compared with VDI 2083. ‘The German DIN standard provides the “nuts and bolts” of how you should engineer specific systems. We see this standard as rather prescriptive. The UK standard is a code of practice that leaves it to professional engineers to implement best practice.’
Farquharson said the Committee for European Normalisation (CEN) has a new work item on energy management in cleanrooms and that the BSI hopes the UK standard will be ‘moved into a CEN environment with a view to being leveraged into the ISO standards in the near future’.
Neiger said the new standard gave recommendations on reducing energy consumption and maintaining energy efficiency in new and existing cleanrooms and clean air devices classified by BS EN ISO 14644-1, but added that it does not cover process equipment generally.
In fact, energy efficiency has been a recurring theme since the 1960s. Gibbons noted that the modular cleanroom concepts in the US came about because of the 1967 Arab-Israeli war and subsequent oil shortage; the 1990 Gulf War oil crisis and cost escalation saw the introduction of the first mini environments; and high energy costs were also being addressed with the advent of the mass production of PCs in the late 1990s.
Despite these advances, Gibbons believes it is now time to challenge some of the ‘guidance’ concepts and figures built into the ISO 14644 standards. He gave an example for an ISO 6 Class cleanroom for microelectronics, where sticking to the current guidance requires a huge amount of energy – accounting for up to 80% of total operational costs, he said.
It is now time to challenge some of the ‘guidance’ concepts and figures built into the ISO 14644 standards
The new standard encourages companies to question these guidance limits subject to product quality being unaffected. For example, it adopts the concept of matching supply air volume flow rate to the contamination source strength, replacing the conventional room turnover/hr (ACH). Contamination source strength is determined with a formula for dispersion rate and estimated sedimentation velocities, based partly on work by microbial expert Bill Whyte.
The new standard also places emphasis on fan efficiency, and includes guidance on efficient filter selection. It considers allowing relative humidity (RH) to ‘float’ within limits in situations where electrostatic charge is not a product issue.
In terms of cooling energy, the standard tackles the high energy costs of latent cooling for humidity control and suggests sensible cooling for room heat load management. It advocates separation of the systems and the provision of separate distribution and control loops. It also tackles the principles and value of DX chillers and fine controlled screw compressors.
Neiger illustrated how to use the Code of Practice. In common with other standards, it relies on a team approach with members from all the relevant business functions – quality, validation, production, planning, finance, engineering maintenance and cleanroom energy experts (internal or external).
Key features of the standard are: Annex A – Energy saving opportunities checklist; and Annex B – Energy reduction opportunities in cleanrooms. Neiger explained that Annex A is set out as a table and can be used as a checklist to help identify the energy saving opportunities. It lists the considerations that will lead to the actions required and also point out any potential adverse effects.
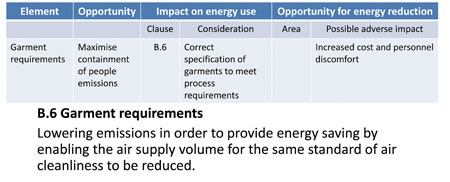
Example 1 from the annexes: Table A.1
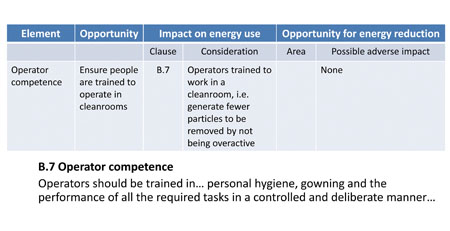
Example 2 from the annexes: Table A.1
Some 25 energy-saving opportunities (Elements) are listed, including: airflow, occupancy levels, garments and operator competence, AHUs, filters and cooling, BMS and EMS, lighting, heat gains/losses, turn down and turn off, use of clean air devices, maintenance, monitoring and energy supply. In Annex B the opportunities are explained in more depth.
Fit with existing standards
According to Neiger, BS 8568’s energy evaluation and implementation process follows the ISO 50001’s plan, do, check and act system and would be applied in a similar way – gather information, identify opportunities, prioritise and implement, monitor and review, feedback.
David Fatscher, Head of Market Development – Sustainability, BSI, said that as a management system standard ISO 50001 was more prescriptive than BS 8568, and focused on continuous improvement that could be subject to assessment. ‘ISO 50001 provides organisations with a formalised, methodical and constantly improving approach to energy management.’ It includes an energy audit and ongoing reviews, something that will be an EU requirement in future. Fatscher added that an Energy Efficiency Directive published by Brussels last year will require businesses (initially non-SMEs) to conduct energy audits by 2015.
In relation to ISO 14644, Neiger said that BS 8568 assumes knowledge of relevant application-based standards and guidelines but added that energy use is only touched upon in some parts of ISO 14644 and so needs augmenting.
For companies in the pharmaceutical sector that have to follow EU GMP, the picture is more one of uncharted territory. Neiger explained that EU GMP provides a series of guidance values. For example, unidirectional air flow (UDAF) 0.36–0.54m/s in a grade A area, with a maximum 20/m3 ≥5µm particles and pressure differentials of 10–15 Pa between rooms).
All situations where performance requirements are in conflict with a particular proposed energy reduction measure should be identified
These ‘guidance levels’ tend to be used prescriptively by the industry (and more so by the regulators). By following the new standard there is the potential for conflict, because companies might want to question and challenge these, said Neiger. This situation is difficult to tackle so section 4.6 of BS 8568 gives guidance on the matter.
The standard says that where an industry has standards or guidelines that specify performance requirements, all situations where performance requirements are in conflict with a particular proposed energy reduction measure should be identified. Such performance requirements might include air quality, filter efficiency, UDF air velocity, room air change rates and recovery times. When these situations have been identified, the project team should formulate a detailed justification to demonstrate that product quality is not affected by the proposed measure and should obtain authority agreement prior to implementation.
‘This is a key part of the standard because we are deviating in many places from convention and past standards,’ said Neiger. ‘In my experience in dealing with the regulatory bodies, if you give them a good argument with plenty of evidence, they will usually accept the change.’
From a production perspective, regulators want reassurance that risks to product quality from sources of contamination are identified, understood and managed
Lenegan, in addition to outlining energy-saving opportunities, discussed compliance considerations for the pharmaceutical sector. He believes that from a production perspective, regulators want reassurance that risks to product quality from sources of contamination are identified, understood and managed, and are confidently under control.
‘Discussions I have had personally with MHRA inspectors about energy reduction confirmed that they are happy for companies whose facilities and processes are under control to undertake energy reduction projects that follow a risk-based, scientific approach.
Like us, they are keen to ensure that UK pharma is sustainable.’


