
These are challenging times in the world of pharmaceutical manufacture. Of late, the industry has had to make vital decisions regarding its future, particularly with regard to outsourcing production and the introduction of new technologies. Trends such as outsourcing production to contract manufacturing organisations, the introduction of nanotechnology, rapid microbiological methods and the uncertainty of the ‘unknown’ means that life will be anything but quiet.
It was Donald Rumsfeld who said: ‘Reports that say something hasn’t happened are always interesting to me, because as we know there are known knowns; things we know we know. We also know there are known unknowns; that is to say, we know there are some things we do not know. But there are also unknown unknowns – the ones we don’t know we don’t know’. Contamination and cross contamination, complicated by the factors of contract manufacture, nanotechnology and new microbial test methods take us into a new era where the ‘unknown unknowns’ are waiting to be known.
Contamination control requires an understanding of the microbial entry points and the various routes taken by the contaminants
Contamination control is one of the main challenges in pharmaceutical production as it presents the greatest liability to the health and safety of patients. Contamination is anything affecting the integrity of a substance. The World Health Organisation has for Good Manufacturing Practice (GMP)1 defined contamination for pharmaceutical products as ‘the undesired introduction of impurities of a chemical or microbial nature, or of foreign matter into or onto a starting material or intermediate during production, sampling, packaging, storage or transport’, and cross-contamination as ‘contamination of a starting material, intermediate product or finished product with another starting material or product during production’.
Contamination control requires an understanding of the microbial entry points and the various routes taken by the contaminants to arrive where they are not desired to be. Figure 1 shows some sources of environmental contamination in addition to which there are cleaning agents, active ingredients, decomposition products and materials, synthetic intermediaries, excipients, other residues, unfiltered air, room air, machines, ancillary equipment, containers, packaging, and people – a major source of micro-organisms and particles.
All routes of contamination need to be identified as the contaminant particles have to be controlled.
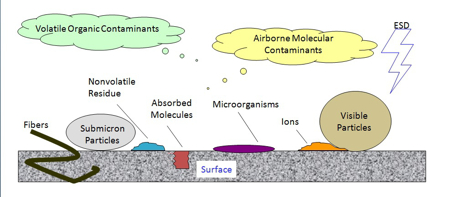
Figure 1: Some typical sources of contamination
Contamination can be in the form of particles, which can be the smallest units of matter – a molecule (when made up of two or more non-metal atoms) or a compound (where two atoms are bonded together). One reason that particulate contaminants are difficult to comprehend is because they are, in the majority of cases, invisible to the naked eye. Particles are defined as bodies with definite physical boundaries in all directions with diameters ranging from 0.001 micron (where a micron is one millionth of a metre, or µm) to 100µm.
In ambient air, 99% of all airborne particles by count are less than 1µm in size. The human eye typically cannot see below 30µm. The pharmaceutical industry, like others, has recently embraced nanotechnology – the ability to manipulate particles/matter at the atomic and molecular level to create materials with very varied and new properties. Scientifically 1 nanometre (nm) represents 1 billionth of a metre, 40,000 times smaller than the thickness of a human hair. This ability to work at such small scales promises much in such fields as drug delivery, gene therapy, research and clinical applications.
Particles can be viable (a living micro-organism) or non-viable (i.e. do not contain a living micro-organism but can transport viable particles). It is widely accepted that micro-organisms live and move around on particles between 0.5 and 5µm in size. The movement of particles and the collision with other particles can lead to formation of agglomerates. For example, five 1µm particles colliding under the right conditions can form a 5µm particle.
Particles are generated by everything and can move about freely within the environment using vectors such as air and other gases, water and other liquids, physical objects and, of course, people. People generate around 80% of particles; equipment around 15% and the environment the remaining 5%.
In pharmaceutical manufacturing, contaminants and sources of contaminants commonly include:
- Human/animal hairs
- Synthetic fibres
- Glass fragments
- Paint
- Closures (stoppers)
- Insects
- Metals
- Skin flakes
- The environment
Particulate matter proliferates in pharmaceutical production for a number of reasons. Manufacturing has many stages with the product in contact with each process. There is process precipitation and the opportunity for chemical breakdown, aging and interaction with many different materials. This leads to contamination and cross contamination from raw materials, containers, packaging, cleaning, storage, people and the environment.
Risk management
In today’s highly regulated and legislated society the term ‘risk management’ has become familiar to every pharmaceutical company manager. An understanding of risk management and assessment has become a pre-requisite for those working in QC, QA as well as pharmaceutical and medical device production, and quality risk assessment is a mandatory requirement.
The Oxford English Dictionary defines Risk Management as ‘the forecasting and evaluation of financial risks together with the identification of procedures to avoid or minimise that impact’. The European Medicines Agency through its document ICH Q9 ‘Quality Risk Management’2 sets out in depth how Risk Management plays an important part in GMP to the extent that ICH9 was incorporated into Chapter 1 of the GMP Guide in July 2008.
Risk Management is a continuing process that should never end
All pharmaceutical products and processes have an associated risk, which is why the regulatory bodies now use a risk-based approach. As early as 2002, the US Food and Drug Administration announced its risk-based approach and this has been followed by most, if not all, of the regulatory bodies worldwide.
The risk management process often starts with a Risk Management Plan drawn up by a Risk Management Team. The team should represent as wide a view as possible of the various operational functions within the organisation. The process then moves through the following (not exhaustive) activities: assessment; identification; analysis; evaluation; control; reduction; acceptance; communication; and review.3
It can be argued that the most important aspect of Risk Management is the Risk Review. Risk Management is a continuing process that should never end. One thing in life that is certain is change, and that small word says everything about what is, or should be done, to cope with and address change within a Risk Management Plan. Questions that need to be asked, include: How do you know whether your risk management methods are working or not? and What are the consequences if they do not work? It can be argued that the biggest single risk for any organisation is that its risk management process does not work.
Contract manufacture
Economic pressures combined with other reasons have encouraged the pharmaceutical industry to outsource manufacturing. However, along with the benefits of cost saving through economies of scale come risks. Manufacturing new and different drugs in the same facilities, using the same equipment for multiple end-users brings with it hazards, particularly as drugs get more potent. Parties in these relationships have to address and amend their Risk Management to include tools such as Risk-MaPPing 4 to prevent cross-contamination from whatever source. These risk management plans will need to be continually monitored and amended.
Nanotechnology has already provided pharmaceutical benefits in diagnosis and treatment of disease. On the negative side, it has raised scientific and regulatory issues. For a relatively new technology, there are some unanswered questions as to whether any such agents are carcinogenic, toxic or pose some other risk to human health or the environment.
Any risk management plan also needs to include this risk in its assessment and identification process.
Rapid Microbiological Methods are increasing in use, as is Real Time Particle Counting, but they need further refinement and development
Micro-organisms are responsible for pharmaceutical product safety and integrity issues but again the ‘unknowns’ come into play as generally so little is known about them, how they communicate and just how many different species exist. To help protect the quality and integrity of pharmaceutical products, various testing methods can be used to identify and deal with this contamination but they are not without their limitations.
One of the major problems remains the time it takes to identify contaminants. Rapid Microbiological Methods are increasing in use, as is Real Time Particle Counting, but they need further refinement and development to provide more practical solutions.
Validation also needs to be monitored, continuously improved and changed as the risks of new technologies are identified. People raise another complex issue – that of Risk Behaviour – as by their nature they invoke the human factors of ‘familiarity’ and ‘complacency’. To be effective at reducing complacency and familiarity, an understanding is needed of how ‘at risk behaviour’ occurs.5
The rationale that ‘prevention is better than cure’ can readily be applied to pharmaceutical production: prevention, i.e. keeping particles out of critical areas in a production unit giving rise less risk of contaminated products being produced, costs a lot less than the cure, i.e. recalling a product, scrapping waste, paying regulatory fines, suspension or ultimately closure.
| Simple steps to prevent contamination |
| Establish protocols |
| Limit access, establish strict rules of entry |
| Use and enforce barrier technology |
| Use best practice in the design and manufacture of the suites |
| Maintain positive air pressures in as many areas as possible |
| Maintain a disciplined cleaning regime |
| Restrict foreign materials in the production suites |
| Use filter technology |
| Place contamination-control flooring in gowning rooms, transfer air locks, warehousing and manufacturing areas to prevent foot-, wheel- and air-borne particles6,7,8,9 |
References
1. World Health Organisation: Good Manufacturing Practice; Annex 4 WHO Technical Report Services (TRS) No 908 (2003)
2. European Medicines Agency: Quality Risk Management (ICH Q9) (2011)
3. The Chartered Quality Institute: A Guide to Supply Chain Risk Management (2010)
4. ISPE: Baseline Guide: Risk-MaPP- Risk Based Manufacture of Pharmaceutical Products (2011)
5. G. Higbee: Workplace Complacency-Reduction Techniques (2010) www.higbeeandassociates.com
6. G. Prout, (2013) Clean Air and Containment Review,16, (10) 10-13
7. C. Clibbon (2002) Europe. J. of Parenteral Sciences; 7(1): 13-15
8. www.cleanroomtechnology.com/news/article_page/Dycem_floor_edging_system_reduces_contamination_risks/64973
9. T. Sandle, (2012) Europe. J. of Parenteral and Pharmaceutical Sciences, 17(3), 110-116
First published in Pharma Focus Asia, 2103 issue 19, pp11-13. www.pharmafocusasia.com



