
Manufacturers of high-efficiency particulate air (HEPA) filters for cleanrooms and controlled environments test their products for particle removal efficiency. Equally, once the unit is installed in the user's production site, the test should be performed promptly to verify the integrity of the filter as well as the installation. Typically, HEPA filters capture up to 99.97% of particles as small as 0.3 microns.
The dispersed oil particulate (DOP) scan testing, also known as filter integrity testing, or leak testing, is one of the most quoted methods by industry standards. The test is recommended to be repeated at regular time intervals to verify the continued efficiency of the filter. During the test, the filter is challenged by introducing particulates and measuring the output.
The HEPA filter leak test is mandated in various international standards, including the FDA Guidance for Industry: Sterile Drug Products Produced by Aseptic Processing – cGMP and the World Health Organization Technical Report Series, No. 961. For cleanrooms, the ISO 14644-3 standard provides further guidance.
The traditional aerosol photometry test method, used since the 1950s, is adequate for measurements to 0.003% by DOP scan testing. To perform an accurate filter leak test, it is necessary to make sure the challenge aerosol concentration is uniform over the entire upstream face of the filter(s) being tested; this is called spatial uniformity. Otherwise, high or low local concentration may cause the filter to incorrectly fail or pass the test. The ISO 14644-3 suggests that the variation in test aerosol concentration through time should not exceed ±15%. The uniformity of the challenge upstream of the filter should be verified.
If a cleanroom suite is the target of a test, the challenge aerosol is injected just after the air handling unit (AHU). By the time the air gets to the filters, the test particles are well mixed within the air ducts leading to an even concentration across the back of each terminal filter.
If the aerosol cannot be injected just after the AHU, it must be introduced into the ductwork system at least 15 to 20 duct diameters from the filter.
Flow rate for the test
It is important that the proper flow rate through the filters is established prior to testing. When checking for filter leaks onsite, the system should be checked following tests described in ISO 14644-3 to verify that airflow volume, velocity tests balancing and, if appropriate, the uniformity of these parameters are within specified limits. These tests should precede the challenge uniformity test and leak test.
The standard ISO 14664-3 suggests a penetration of 0.01% of the test challenge concentration but allows alternative criteria to be agreed between customer and supplier. The FDA Guidance, however, indicates that 0.01% penetration is a leak.
It is best to start scanning at the gasket area, rather than the filter face, so that any problem with spillage of test particles from the gasket area and onto the filter face do not cause false reports of leaks in the medium. After checking the gasket, it is probably best to move on to the sealing between the filter medium and the casing, and then on to the filter face.
Choosing the aerosol
There are three types of aerosol that can be used for testing filter installations in a cleanroom. These are:- Cold generated aerosol
- Hot generated aerosol
- Microspheres
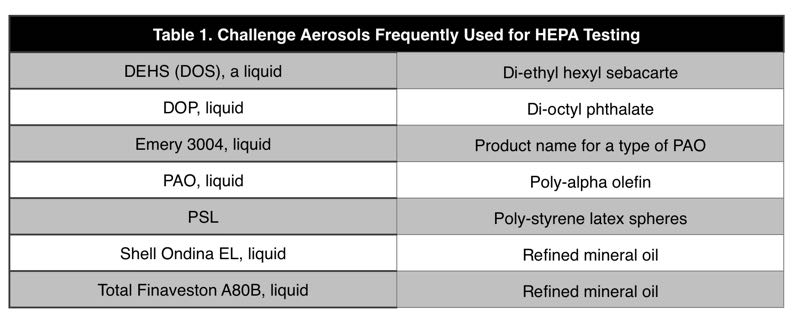
The first two are formed from oil-type liquids. Polystyrene latex (PSL) spheres are most commonly used in microelectronic applications, while polyalphaolefin (PAO) in life sciences. The information in Table 1 describes the typical challenge aerosols used for HEPA testing.
Before starting the filter scan, it is necessary to set the concentration of test aerosol particles upstream of the filter. The ISO 14644-3 standard suggests a concentration ranging 10µg/l and 100µg/l should be used for the photometry test method. It also suggests that concentrations lower than 20µg/l reduces sensitivity, and concentrations over 80µg/l give filter fouling. It is best to use the lower recommended concentration to minimise the potential for blockage or a bleed-through event.
What is a leak?
Also important to understand is the scanning velocity of the probe across the filter face. If it is done quickly over a filter leak, there may be insufficient time for it to pick up some of the aerosol challenge coming from the leak and this will cause the value to drop below the designated rate.
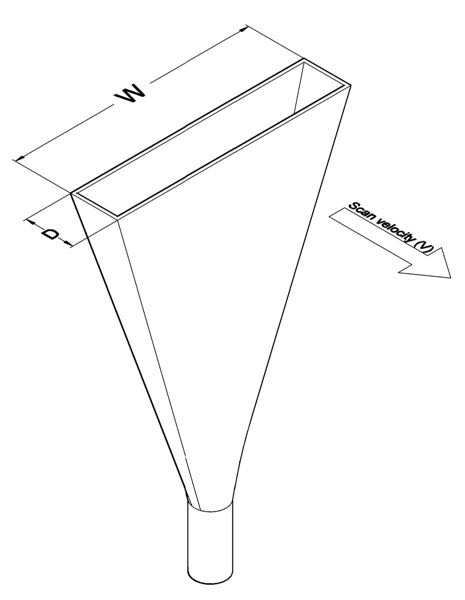
Figure 1: Example of a sampling probe. W is the width and D is the depth
The scanning velocity is associated with the depth of the probe size (see Figure 1). The smaller the depth of the probe, the less time it is over the leak and therefore insufficient; fewer leaks will be found in comparison with a deeper probe.
Following the ISO 14644-3, the scanning velocity is calculated by the following equation:
Scanning velocity (cm/s) = 15/w
Here, w is the width of the probe that passes perpendicular to the direction of movement (cm).
For example, when using a 3cm x 3cm probe, the width of the probe passing perpendicular to the direction of the scan is 3 cm, hence the scanning velocity can be calculated as follows:
Scanning velocity (cm/s) = 15/3 = 5 cm/s
Scanning for leaks
Typically, HEPA filters have a space between the filter and its housing so the gasket is situated to the rear. To locate gasket leaks in the area between the filter frame and housing, the probe is inserted into that area and then the area is scanned.
The particles from a gasket leak will spread out and fill the space between the filter and the housing (see Figure 2). When scanning around the area looking for a gasket leak, the tester will encounter a high concentration of particles some distance from the actual leak leading them to think that a leak has been found. In this situation is recommended to remove the probe from the sample tube and scan with the much smaller tube area to locate the point of highest particle penetration reading, hence determine the gasket leak.
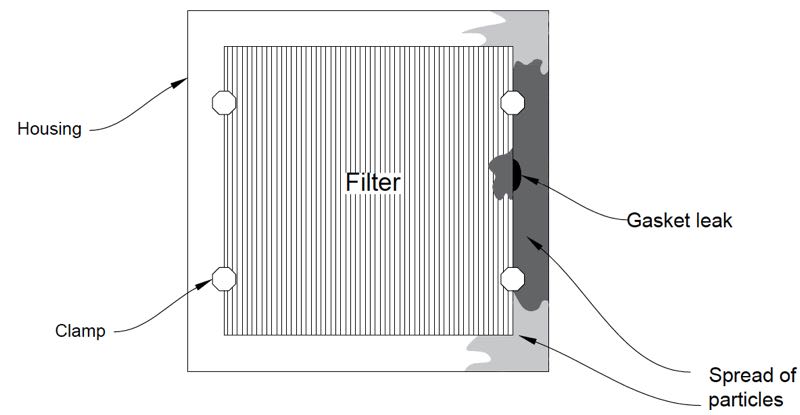
Figure 2: Spread of particles from a gasket leak
In the case of a substantial gasket leak, it is possible to apply a particle-free air jet to the leak area to clean out particles; even a few wafts of air from a plate can help.
Scanning the filter face
The entire face of each filter should be scanned for leaks by using slightly overlapping strokes of the probe and moving the probe at a rate not exceeding the maximum scanning speed calculated. The probe should be held approximately 30mm from the filter media.

Figure 3: A baffle used when scanning a filter with leakage coming from the gasket
If a leak is detected, it will be necessary to return to the face passing slowly over it and return slowly again to determine the exact position. Removing the probe and using only the tube helps to identify the location of the leak accurately. It may be necessary to pass slowly over the leak several times on each axis to identify the exact position.
When there is a gasket leak, particles may spill over onto the filter face and leaks can erroneously be reported as being on the filter face. It is, therefore, recommended to start the filter scanning at the gasket area.
False readings can be largely overcome by using a baffle plate held on the filter face as the adjacent filter face is scanned (see Figure 3).
Dealing with entrainment
Air entrainment is an issue when testing isolators in non-unidirectional cleanrooms if HEPA filters or unidirectional workstations are being performed at the same time. Here, spillage of test challenge can cause a significant particle concentration in the room.
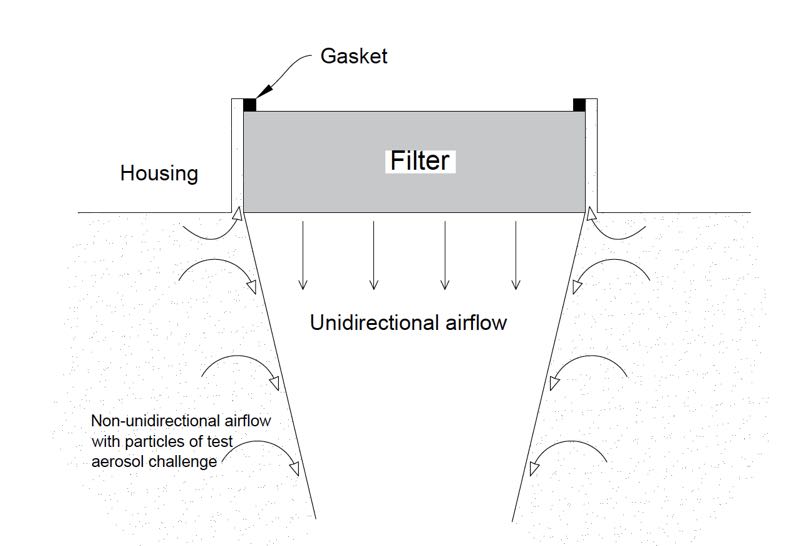
Figure 4: Air entrainment. Contaminated air with particles of test aerosol onto the filter
These particles may be drawn to the space between the filter and frame, or spill over onto the filter face, hence it is difficult to decide whether there is a leak and, if there is, whether the leak comes from the casing, gasket or media filter (see Figure 4).
This problem may be minimised by use of an anti-entrainment wall. The wall is pushed against the ceiling and the filter side of the wall being checked for a leak. A practical solution is to use the hood of the balometer as a wall, covering the filter and then getting into the hood to test the HEPA filter (see Figure 5).

Figure 5 shows an example using the hood of a balometer as an anti-entrainment wall
Fixing a leak
A final word of wisdom: if a leak in the HEPA filter is found, the best way to fix it is by following the recommended fill patching procedure. Various sections in the IEST RP-CC034.2 state: “Fill repair should not block or restrict more than an additional 3% of the filter face area, and no single repair should have a dimension exceeding 3.8 cm (1.5 in).” After the repair is complete and suitable cure time has been allowed for the patch to set, check for leaks near the repair area.
About the author
Jesus Casas is a mechanical engineer based in Caracas, Venezuela. His career spans more than five years of experience in the pharmaceutical sector. Casas specialises in the areas of validation, qualification and metrology.
N.B. This article is featured in the January 2019 issue of Cleanroom Technology. The digital edition is available now.


