TTP is an independent technology firm where engineers and scientists work together to invent, design and develop new products and technologies. TTP develops proof of concept ideas across a wide spectrum of industries, creating breakthrough solutions for commercial value and technological benefits.
TTP wanted to assemble a flexible laboratory space in their newly constructed Tech Barn on the new development of their existing Melbourn Science Park. TTP and Bidwells enlisted Guardtech to conduct a design programme to explore how they could best utilise an area of mezzanine space for laboratories that could be designed for use in a multitude of Research & Development activities and functions.
This was a complex project that took place in quite a tight, restricted footprint
The tech specs
A controlled environment designed, installed, cleaned and commissioned by Guardtech built to the following specification:
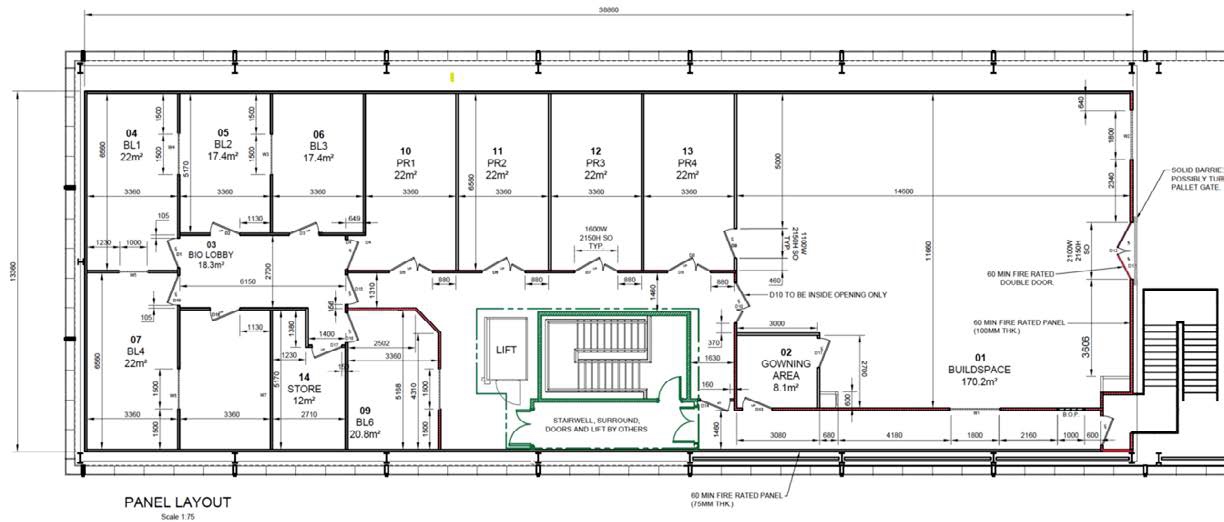
Structural: GT Shell Fire wall panelling system, GT Lid Plus T50 ceiling grid system with fire-rated panels, 9 x GT Access Pro single doors, 4 x GT Access Fire single doors, 1 x GT Access Pro double doors, 5 x GT Access Fire emergency exit doors, 7 x GT Vision.
Plus fire-rated glazing panels, GT Deck Plus vinyl flooring capped & coved with back rubber capping in grey.
Electrical: 108 x GT Lux Lite LED lighting units providing 650 lux at bench level (500 lux for corridors), electromagnetic door interlocks with status indicators, 85 x 13amp double sockets and 40 x CAT6a in three-compartment PVC trunking, 1 x 250 Amp 3-Phase distribution board.
Mechanical: GT Flow Pro H14 HEPA Fan Filter Units with G4 filters and Roomside Change feature providing 20 air changes per hour, 3 x GT Air Pro Upflow CRAC Air Handling Units (AHUs) in external GRP enclosures, 25 x Compressed Air Terminations with wall mounted couplings, TransAir Pipework, 4 x Nitrogen Terminations with wall mounted couplings and Geberit Pipework connected to client’s cylinders, Carbon Dioxide Terminations with wall mounted couplings and Geberit Pipework connected to client’s cylinders, Loop Fire Alarm Panel with 24 Zone LEDs, 16 x smoke detectors with isolator LED alarm identification and remote indicator output, 2 x Air Sampling Smoke Detector Units, fire barrier curtain system, hot & cold water supplied plus drainage.
Monitoring: GT Scan Pro Environmental Monitoring System (EMS) measuring temperature, humidity & pressure via HDMI 15” Panel, 4 x in-room alarms.
Furniture: Ducted fume hood fitted with vaulted section in GT Plus ceiling grid to allow for height, DI water system connected to mains plumbing, 14 x single operator stainless steel sinks with motion sensor taps, 7 x stainless steel sinks with mixer taps.
The challenges
High stakes: The location of the cleanroom build was up high on a tightly configured mezzanine. As a result, all materials and larger items had to be forklifted up, stored and structured/sequenced. This presented the team with various challenges – but the Guardtech #ModSquad remained as flexible as ever to ensure everything went as smoothly as possible. Limited access and serviceable areas also restricted progress due to the layout of facility. Water, gas, electrics and ducting all had to be factored into a tight squeeze which required some creative thinking and flexible working practices, co-ordinated intelligently to accommodate all trade personnel.
Heightened H&S: There were many stakeholders involved in the build, including the main contractor, client and building control, plus an F10 was raised with the local authority which meant that the team had to work under even higher levels of health & safety scrutiny than usual. Fortunately, we always take that aspect of our process very seriously and so adhering to even tighter restrictions and expectations was no problem.
Floored: When we started work on the project, it soon became clear that the uneven floor we’d inherited was not fit for a cleanroom. This caused the team various issues and ate into our schedule, but we engaged with a specialist contractor and worked diligently to achieve a positive outcome.
Fired up: The project included a number of fire safety solutions – including fire-rated passages, light blankets, dampers, walls, ceilings and windows. All of the materials required certification and were often heavier and differently constructed to our usual expectations. This brought additional complications and added to the overall level of scrutiny on the project, but the Guardtech Cleanrooms team were committed to ensuring that these critical elements were taken care of properly.
BMS integration: We had to incorporate a sophisticated Building Management System (BMS) into the facility, which included connection to the lighting, Fan Filter Units, Ducted Fume hood, nitrogen and carbon dioxide – this was particularly challenging as all the solutions were installed by different contractors using their own components and all had to be compatible with the Guardtech BMS.
There was also plenty of prep work involved in integrating the existing building BMS with access control and interlocking doors to ensure they functioned effectively. All featured key fob access.
Let that sink in: There were a number of designs, discussions and changes to installation work regarding the large amount of sinks installed in the facility. The client required sink bins, infrared tap sensors, different types of sinks, deionised water and variations in the different types of water supplied, in terms of cleanliness.
As well as the different designs, the locations of units changed a number of times, as getting pipes to certain places was tricky. However, the team made a concerted effort to ensure the client’s needs were met wherever possible.

The result
Guardtech Group Project Manager Craig Druce, who steered the Guardtech Cleanrooms team on this project, said: “This was a complex project that took place in quite a tight, restricted footprint. It was also set high up on a mezzanine, which challenged the team in various ways.
However, we all pulled together fantastically well, particularly towards the end of the installation to get it over the line – and we’re proud of the finished product.”
Gaurdtech Group Operations Director Conor Barwise added: “We asked a lot of the Guardtech Cleanrooms team to ensure this project finished within a suitable timeframe and I was immensely proud of the way the wider Guardtech Group all pulled together in the latter stages to ensure we were able to hand the facility over on time. I’d like to wish TTP all the best with their future endeavours – it’s a real pleasure to work with such an exciting business.”
