
3D printing, a type of additive manufacturing (AM), creates three-dimensional objects through the process of layering raw material; it can produce everything from simple tools to major components in aeroplane engines, cars and medical devices; objects are made from a digital file. Many industries have taken up 3D printing as a production process because it delivers accuracy, reduced costs and quick time-to-market.
Materials that can be used in 3D printing range from ABS plastics and polyamides to epoxy resins and metals, including silver, titanium and steel. For example, DWK Life Sciences presented at ACHEMA 2018 the first commercial 4-port GL 45 bottle connector cap with 3D printing in medical grade 316 L stainless steel. The lab glassware manufacturer said the development time for the connector cap, from the first idea to the final printed product, only took about two months.
Once a technology used for prototypes, 3D printing is now used in production for industrial and commercial applications; General Electric’s GE9X aircraft engine for the Boeing 777X and Airbus’s 3D printed titanium bracket for the A350 XWB aircraft are notable examples of the technology in hi-tech industries.
Contamination control in additive manufacturing is crucial because impurities in the raw material can lead to cracking and malfunctions. In applications such as aerospace and medical devices, material contamination could be fatal.

The philosophy is that every time the powder is used it needs to be fit for purpose
Making metal powder for 3D printing is a complex process and multiple steps are required to make sure the material is free of contaminants.
Phil Carroll, CEO and founder of LPW Technology, explains: “The way you make material is different for each type of metal; aluminium, nickel, titanium. Typically, you take a solid piece of metal and convert that into powder through melting.” LPW, based in Widnes near Liverpool (UK), is a metal powder manufacturer for additive manufacturing. The company develops material from a purpose-built facility, designed to engineer out contamination.
Metal powders are reused, which brings about contamination risks. Carroll explains: “If you have 100 kg of metal powder in a machine, you may have used 5 kg or 10 kg to make a component, which means that 90 kg or so are returned to the hopper to be used for manufacturing another component.”
According to Carroll, as the material is used and reused, it takes some moisture, some oxygen, some nitrogen and so its composition and size distribution changes. “Effectively the material is oxidising,” he points out. The attributes of the material are directly linked to the properties of the components; as the material degrades, manufacturers need to go after cleaner materials and drive away from that level of contamination. “Achieving this requires two things: one are tools within the customer facility. The second is to make the material cleaner and reduce the risks of contamination,” Carroll says.
Digital management system
Carroll established LPW Technology in 2007 with the first employees coming on board in 2010. By 2011 it focused on manufacturing metal powders and five years later, the company registered £13m of revenue. In 2016 it increased staff to 90 employees across the Liverpool site and its sister facility in Pittsburgh, US. Today, LPW Technology produces metal powders for additive manufacturing and has developed a unique management system to control risks for manufacturers, adding confidence, reliability and traceability in metal powder production and repeated AM builds. The company operates sales offices in Germany and Italy, and a reseller network across Asia and Russia.
Last year, LPW Technology invested £20m in a purpose-built facility in Cheshire to control contamination at every step of the process. The site started operation in April this year. The factory is monitored and controlled through a comprehensive building management system (BMS) set up to specific levels of control, including temperature and humidity, in different areas. Airborne particles are monitored using a portable particle counter with the capability to generate reports to ISO14644-1.
Carroll explains: “We made sure that the workflow is as efficient as possible and the shortest possible, so the layout of the factory has been ergonomically designed and different material types are separated to minimise the risk of cross-contamination. The result is a three-stage production line that has been designed to minimise risks. “Once the atomisation process has taken place the metal powder is contained in stainless steel hoppers and never exposed to the atmosphere: no exposure to air, cross-contamination and no exposure to the operator,” he notes.
In addition, each hopper is monitored for pressure, temperature, humidity, weight and oxygen content. Carroll explains: “We keep track of exactly where they are and the quality and quantity of material inside. The monitoring system can generate an alert if someone opens or tampers with the hopper.”
Both the primary and secondary production cells are enclosed systems, so the material makes its way through airlocks. Operators are separated into different areas and the staff wears colour-coded gowns to identify the areas they work. Equally, all machinery and tools are appointed to each production space to prevent cross-contamination.
Speaking about testing, Carrol explains: “We carry out the standard suite of testing, including the size and chemical composition of the metal powder and image the material to check for any sign of contamination.”
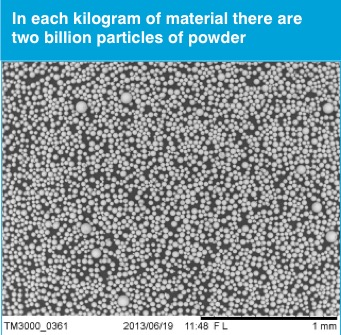
According to Carroll, in each kg of material you have 2bn particles of powder, so no one can guarantee there is no contamination. “So how do we approach this critical issue? Simply by a no compromise approach to quality control in terms of operation and safety. We don't just supply materials; we look after the management of the powder at the customer’s facility. The philosophy is that every time the powder is used it needs to be fit for purpose. As the powder is reused we give our customers the tools to manage the whole life cycle of the material,” he explains.
How many times can the metal powder be reused? For Carroll, that is exactly the issue: there is no benchmark. “Many people are not aware of the reused material and what is the impact on the final product. It comes down to understanding additive manufacturing from the perspective of the metal powder and working with the correct solutions,” Carroll concludes.


