
Fume hoods are both a protective and control device fitted in laboratories where chemicals are used. They are a conventional fume extraction unit designed so that airborne contaminants are contained in the enclosure prevented from entering the room or laboratory by means of a protective air barrier between the user and the materials placed within the equipment.
Performance testing is essential to confirm that the fume hood is operating to a level to provide the desired arrest, containment and removal of the fume.
The tests are based on ANSI/ASHRAE Standard 110, Method of Testing Performance of Laboratory Fume Hoods. When the hood is already operational in the laboratory, it is recommended to test in two operating conditions: as installed and as used.
For the "as installed" test, the laboratory hood is installed at the customer's location and tested empty, but with the ventilation system in the installation balanced and the hood in its final location. For the "as used" test, the assessment is conducted after the hood has been installed and used by the chemist. The equipment and tools remain in the hood and other activities in the laboratory continue.
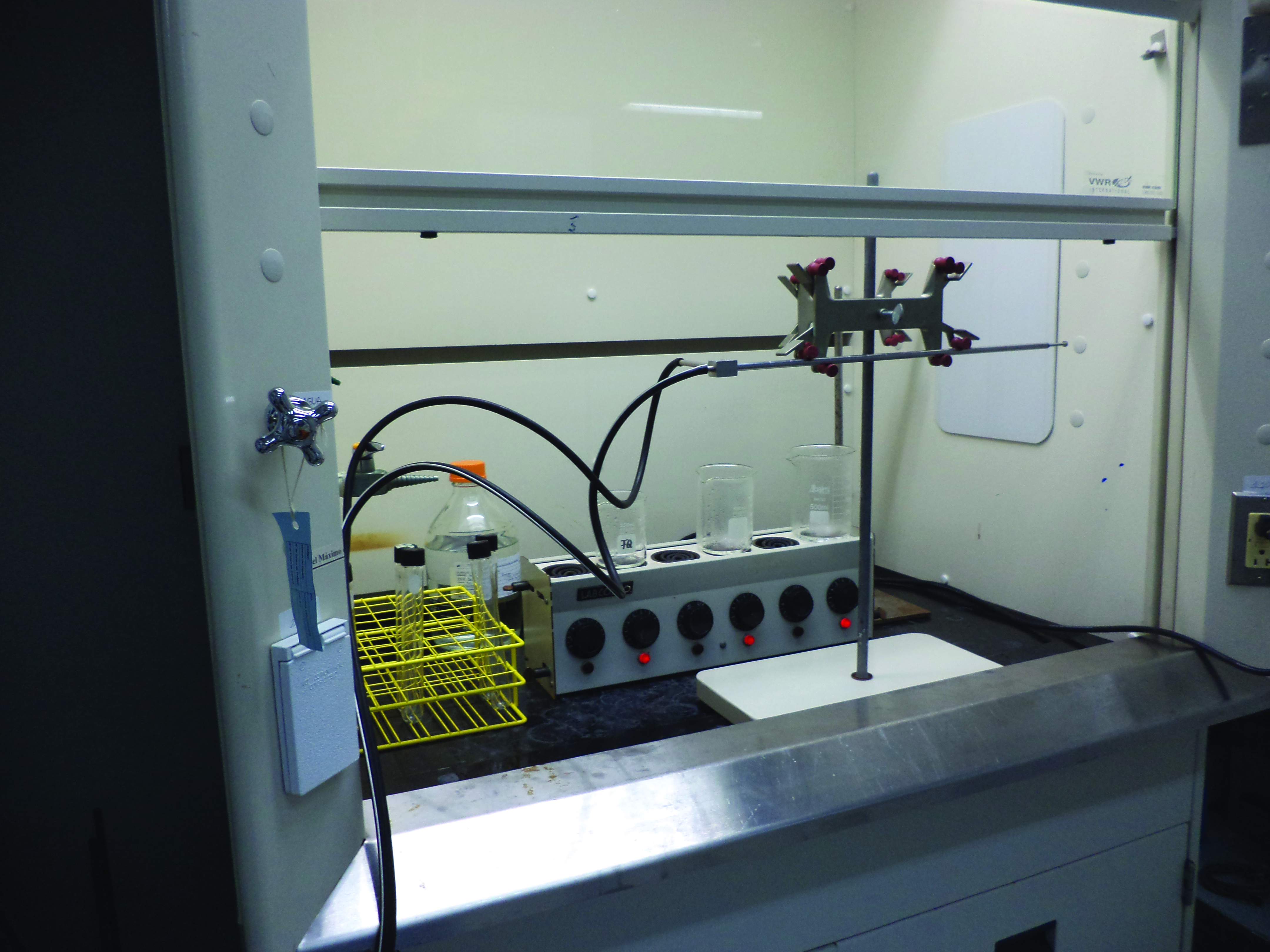
Figure 1: Velocity test with the hood in operational condition “as used”
Airflow face velocity test
The purpose of this test is to validate that the average airflow face velocity meets the specified requirements at the required sash configuration.
An adequate face velocity is necessary but is not the only criterion to achieve acceptable performance and should not be used as the only performance indicator.
Constant air volume fume hood
Face velocity measurements in a constant air volume fume hood (CAV) should be taken with the sash in the design sash position. The design sash position is the maximum opening or configuration allowed by user standards, SOPs, etc., whichever is applicable, and used in the design of the exhaust system to which the hood is connected.
For this test, the operator should form an imaginary grid pattern by equally dividing the design hood opening into vertical and horizontal dimensions. The grid spaces should be less than 1 sqft (0.09 sqm), and the larger side of the grid rectangle should not exceed 13 in (330 mm). Velocity readings should then be taken with a calibrated anemometer fixed at the centre of each grid rectangle. For consistency, the sensing element of the anemometer should be positioned in the plane of the hood sash to measure the velocity of the air perpendicular to the sash (see Figure 2). To do this, it should be mounted on a movable stand and not handheld.
A quick way to determine the number of grids according to the dimensions of the hood opening is shown in Table 1.
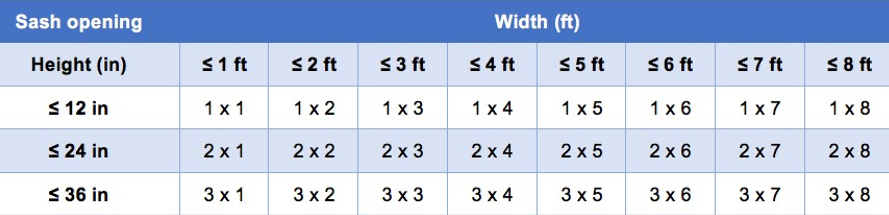
Table 1: Face velocity traverse grids for different size openings
Variable air volume fume hood
Variable air volume (VAV) hoods are tested in a similar manner to CAVs for determining airflow face velocity. The hood is set to the operational sash opening position as specified in the contract documents or as agreed to between the owner/buyer and then the velocity is measured in the same way as in CAV fume hood.
The sash position should then be reduced to 50% of the specified opening and repeat airflow face velocity measurements/calculations as described above. The same procedure should also be carried out at 25% of the specified opening and fully open for reference and safety purposes.
Assessing face velocity results
The range of acceptable values is open to debate. However, the following are the generally accepted principles:
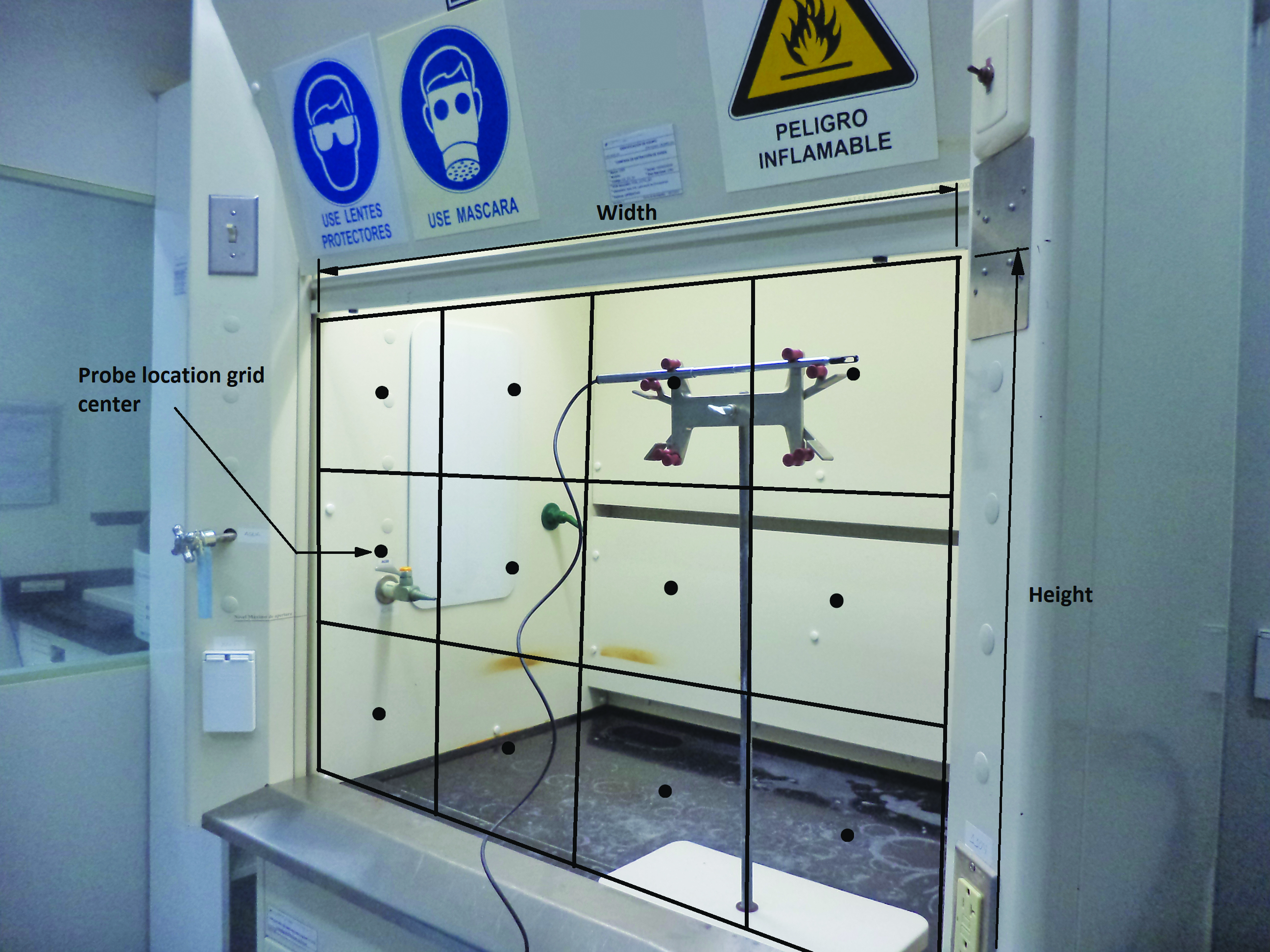
Figure 2: Grid pattern for face velocity test. The point in the center of the grid it is the area where the probe tip should be placed
Face Velocity too fast: Velocities greater than 0.8 m/s are likely to generate eddy currents around users standing in front of the cupboard and these are then able to draw contaminants out through the aperture, particularly during movement by the operator.
Face velocity too slow: In a standard fume hood it is unlikely that velocities below 0.4 m/s are able to arrest and contain contaminants within the enclosure, particularly where external air movements, due to movement of users or opening/closing of doors and windows, are likely to exceed the face velocity. In special situations, the fume hood may be designed specifically to operate at low face velocities.
Where fume hoods are found to have face velocities that lie outside the recommended or acceptable values for the design, steps must be taken to fix this. Subsequent testing should then assess the effect on the performance of the system as a result of adjustments to the airflow rate.
Insufficient airflow through the fume hood can be caused by one or more of the following conditions. Each condition should be checked, and eliminated if possible, to determine which one or combination of conditions may exist:
- Check airflow velocity meter type. When was it calibrated last? Is the battery still working correctly? Was the instrument zeroed before taking readings?
- If possible, verify readings with another air velocity meter or by checking air volume using a pitot tube traverse of the exhaust duct. Low airflow through the fume hood can be caused by a large negative room static pressure as a result of inadequate makeup air being brought into the room. With the fume hood and other exhaust unit in operation, check room static pressure by:
- Checking inrush of air into the room through a door or an open window
- Checking the ventilation system balance and verify the quantity of makeup air
- Supply voltage is correct. Motor horsepower and speed is appropriate
- Exhaust unit inlet and outlet conditions are suitable
- Check for special or bulky equipment that interferes with airflow through the fume hood
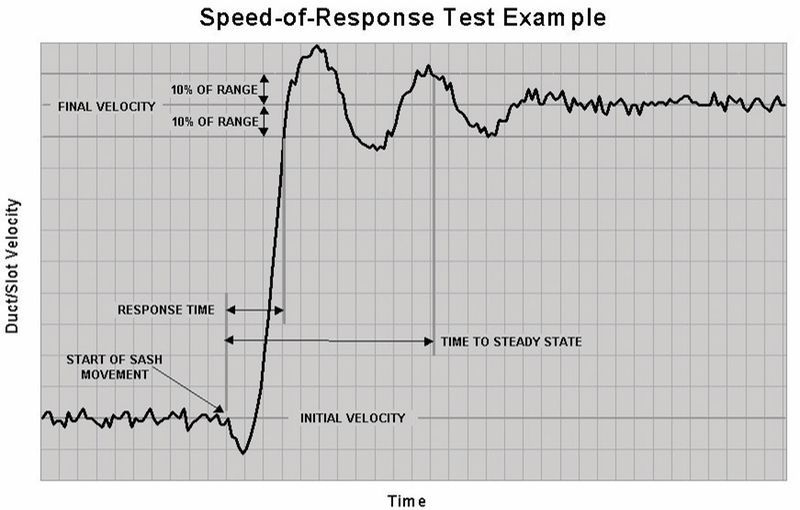
Figure 3: Graphic representation of the VAV sash movement effect flow test
Cross-draft velocity tests
By creating turbulent air pockets, air currents may draw contaminants from the hoods. Such cross-drafts could be caused by air supply diffusers or grilles, open windows or doors, or even rapid movements of people in front of the hood.
Cross-draft velocity measurements should be made with the sashes open and the velocity probe positioned at several locations near the hood opening to detect potentially interfering room air currents (cross-draft).
A sampling grid should be established exterior to the hood opening that consists of a 1 m × 1 m array. The measurement array should be 1.5 ft (0.5 m) in front of the plane of the sash with measurement points at the left, centre, and right locations and the top, middle, and bottom of the maximum sash opening area as depicted in Figure 4. If the fume hood is adjacent to a wall, then the measurement should be 6 inches (150 mm) from the wall.

Figure 4: Probe location and orientation to determine maximum cross-draft velocity near the hood opening
Excessive cross-draft velocities (>50% of the average face velocity) have been demonstrated to significantly affect hood containment and should be identified and rectified. Ideally, cross-draft velocities should be less than 30%.
Clearance time test
The clearance time for a hood is defined as the length of time for smoke, released in the upper cavity of the hood with a large smoke challenge, to dissipate so that it no longer is visible. The test is conducted by releasing smoke within the roll for at least 30 seconds, then withdrawing the source. A good clearance time is considered when the test smoke disappears in less than 30 seconds, but the maximum acceptable time is 2 minutes.
When a fume hood is performing optimally it is a guarantee that the processes being carried out inside them are not affected. Correct operator usage has a huge influence on functionality and that is why it is very important that these equipment are included in the qualification plans.
N.B. This article is featured in the December 2019 issue of Cleanroom Technology. Subscribe today and get your print copy!
The latest digital edition is available online.


