
A cleanroom environment must maintain very low concentrations of airborne particles. The purpose is to prevent contamination from a range of minuscule fragments and biological materials, such as dust, airborne organisms, and vaporised particles. Eliminating static charges is also critical to creating a safe and operational room.
Cleanroom manufacturing environments present a unique set of challenges and requirements for any equipment involved, particularly the conveyor system. In a cleanroom, the conveyor is the machine most often moving throughout the production process, and as such, it is the most likely to create friction, dust, and carry potential contaminants.
Eliminating static charges is critical to creating a safe and operational room
Because of this, conveyors that are used in cleanrooms must meet strict guidelines that are created by the International Standards Organisation (ISO). Machines must be able to get rid of static charges, work without making a lot of waste, and be easy to keep up with.
Many industries, from pharmaceutical and food to automation and electronics, require a certain level of cleanliness to operate. To make sure a cleanroom meets the right standards, you need to know how important ISO equipment certification is for making a good room.
By following ISO standards, the cleanroom air quality, the quality of the product, and the effectiveness of the process being done are all guaranteed.

The importance of ISO certification
Equipment can be one of the biggest debris-producing offenders in a cleanroom, but it can be far worse if the system does not have ISO certification. And just because two pieces of equipment look almost identical doesn’t mean they both have a designated ISO class. It’s imperative to verify that a conveyor manufacturer is ISO-certified and what ISO classification each piece of equipment has. Any equipment that can't be guaranteed to work in a cleanroom could stop production and cause more downtime.
Understanding ISO classifications
The ISO standards measure the microns per cubic metre in a cleanroom space and determine the allowable contamination per application. Essentially, they quantify how clean a room is using a class rating between one and nine. The higher the allowable particles in a room, the "dirtier" the room is. A lower number designates a room that is virtually free of contaminants.
The certifications are divided into classes, with one being the most sterile and nine being the least. It’s worth noting that even if a room is classified as an ISO 9, the "dirtiest" class, the room environment is cleaner than a regular room.
An ISO-verified conveyor works to eradicate those areas where contamination can happen, and that starts with the design of the frame
For example, an ISO 1 classification is only used for the most sensitive research and development processes, usually used in the semiconductor or bioscience industries.
An ISO 5 cleanroom is a high-quality cleanroom that is needed for biotechnology, pharmaceuticals, nanotechnology, and various cleantech manufacturing applications like making fine chemicals, ion lithium batteries, and high-end film and packaging for pharmaceutical applications.
In contrast, an ISO 8 cleanroom has one of the lowest acceptable levels of cleanliness and is used when sterility is not considered to be the primary objective. Instead, it is used to take care of when basic hygiene is needed, such as storing medicines.
What makes it a cleanroom conveyor?
Conveyors are behind every stage of the manufacturing process, from production and assembly to inspection and packing; common styles are belt or chain-driven conveyors.
By their very nature, conveyors unfortunately can be an excellent source of contamination. An ISO-verified conveyor works to eradicate those areas where contamination can happen, and that starts with the design of the frame.
Keeping it clean
For a conveyor to be considered "clean," every part of the conveyor needs to be accessible by water, soap, or other cleaning agents. This is especially true in food applications. The conveyor frame needs to be open and accessible so that if any food products happen to fall and land on it, cleaning can be done from every angle.
The open frame design eliminates the chance of small parts falling into the system and getting stuck, causing jams. This has a number of benefits, including ease of maintenance, a reduction in unplanned downtime, and a reduction of areas where debris can build up in the system.
Eliminate debris
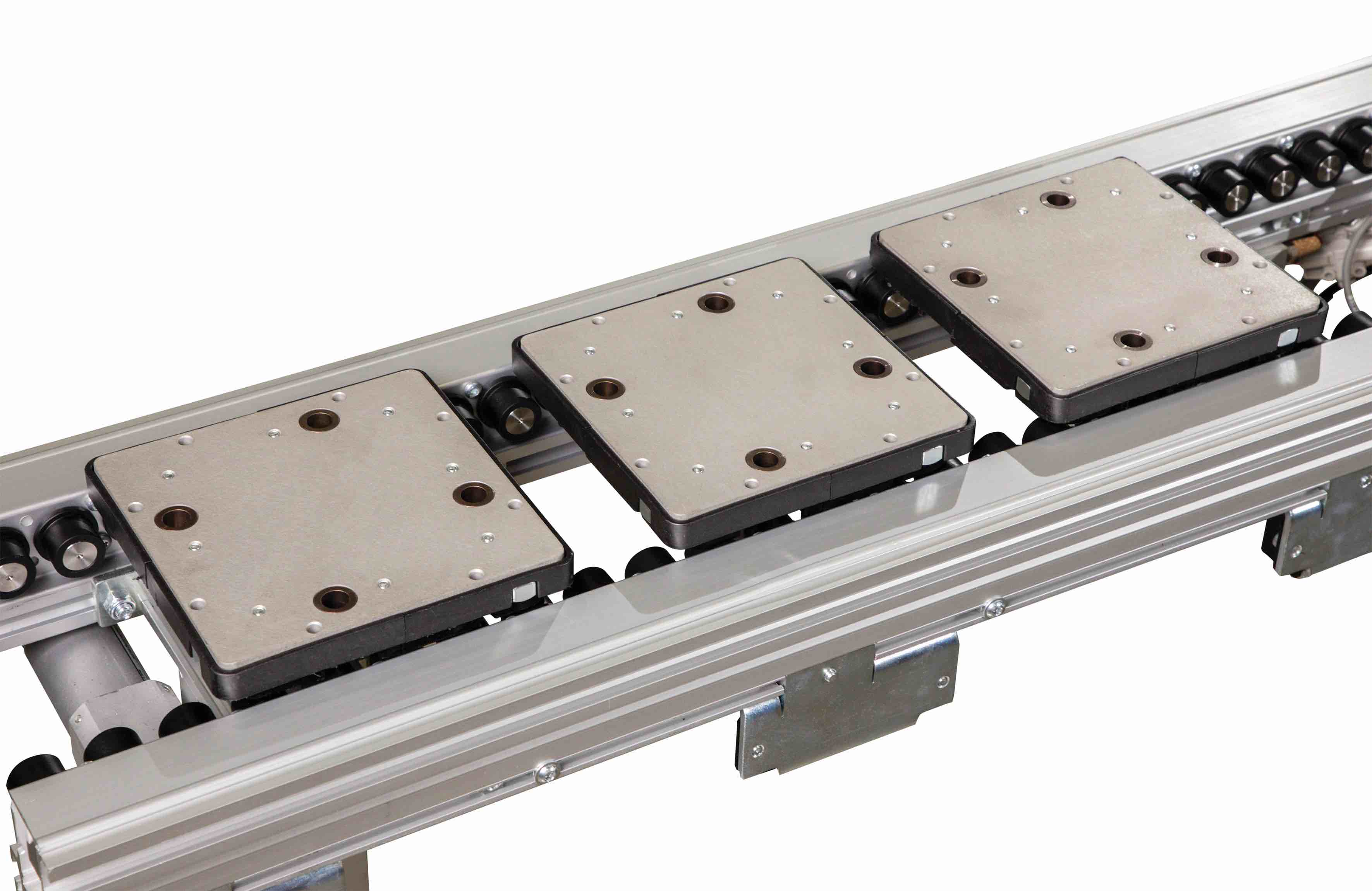
Recently, conveyors with no-friction rollers have been developed for certain applications as an alternative to belts. Belted conveyors rely on friction to move the belt and product, and that creates wear on the belt and rollers, resulting in debris and dust buildup over time. The no-friction roller system eliminates debris and reduces the chance of contaminated products.
Static charge elimination
Finally, a critical component is the elimination of static charge. In some manufacturing applications, the dispersion and elimination of static are vital to ensuring delicate electrical components remain properly functional and healthy throughout production.
Easy maintenance
Additionally, cleanroom conveyors must be designed for easy maintenance and repairs. All areas and parts need to be accessible so technicians can quickly solve issues to mitigate downtime.
Cleanroom conveyors conclusion
There are a variety of conveyor options for the manufacturing industry, each with options and designations for a variety of tasks. When buying a cleanroom conveyor, you should choose one based on its ISO certification and classification.
Identify companies that lead the way with new technologies and make ISO certification a priority. For example, Dorner, a global conveyor manufacturer, is the first to have the lowest clean room certification. Companies like Dorner lead because they are always looking for new ways to improve cleanroom environments and increase productivity.
Just because a cleanroom looks clean doesn’t mean it is. It is only as clean as the technology inside of it.


