
Effective cleaning needs be conducted in a dedicated reactor train to ensure that there is no carryover between batches of the same product; it’s even more critical that it is done in a multipurpose facility to prevent contamination of one API with another or the reagents used to make it. Failure to do so may ultimately put patients at risk and will almost certainly cause regulatory problems.
In reality, the majority of API manufacturers use reactor trains that are not dedicated to a single, specific process. This is particularly the case for contract manufacturing organisations, which work on multiple projects for many customers within their facilities. Cleaning between different products for different clients is therefore imperative to maintain product purity.
Although there are no strict regulations defined for cleaning effectiveness, manufacturing organisations do follow industry standards and tend to apply internal definitions to prove the “cleanliness” of a reactor train prior to the manufacture of a different API within it.
The risks resulting from contamination are significant with any API; as such, these internal definitions may require that equipment is cleaned to one-thousandth of a daily therapeutic dose. Although this may pose challenges when optimising the cleaning procedure, it is a level that will satisfy customers that an organisation implements effective contamination control.
This low level is particularly challenging when working with a highly potent API, the daily dose of which might be just a few milligrams or less. However, these strict limits are imposed to minimise the risk to patients, so the burden of thorough cleaning must be undertaken to avoid the process of recalling drugs from the market, which is costly in many ways.
A multifaceted approach
As well as the reactors, there are many different pieces of equipment involved in the manufacture of APIs. These include filters, dryers, distillation columns and centrifuges. In addition, a whole host of transfer lines are involved in moving the material from one stage of the process to the next within the facility. With respect to cleaning, each of these pieces of equipment has its own unique characteristics.
For the reactors themselves, it is often necessary to introduce a suitable cleaning solvent and then heat it to a reflux temperature. This will ensure that all of the surface comes into contact with the solvent, allowing all the product that may be contaminating any part of the surface to be dissolved completely.
The cleaning process for a filter and other pieces of portable machinery will be a little different. The precise technique will depend on the configuration of the equipment, but it may include hand cleaning, filling and flooding. Sometimes, the equipment will be physically entered to clean it.
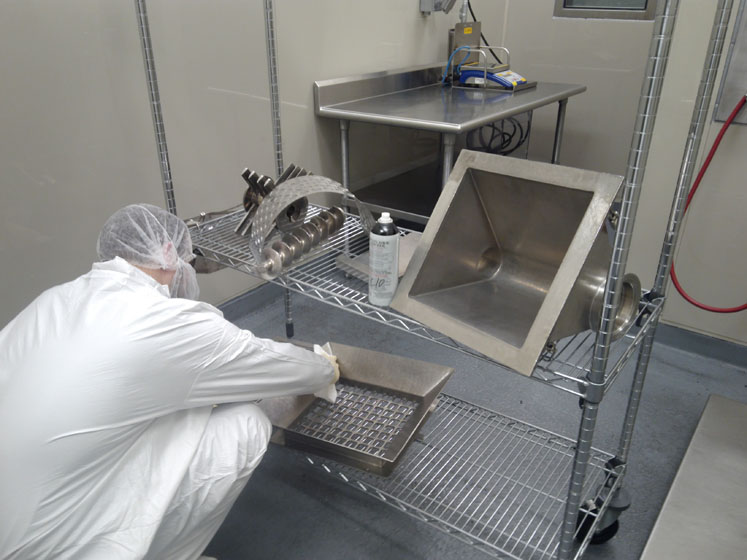
This is particularly the case for Nutsche filter/dryers, which are unquestionably the most difficult pieces of equipment to clean. Not only do they contain rotating shafts and blades, but there is a hydraulic discharge chute and numerous input nozzles to accommodate.

Furthermore, they are attached to a vacuum drying system, which adds further complications when cleaning (this equipment may contain corrugated hoses, 5 µm filter elements, vacuum chambers and air controlled automatic valves). All of these elements require the dismantling of the equipment and hand cleaning.
Typically, an operator will enter the filter and hand clean it until it is “visually clean,” meaning that there will be absolutely no visible contamination on any of the equipment’s surfaces. It may be procedure at some manufacturing organisations to have this confirmed by a second operator, trained and certified in visually clean inspections, stating that there is indeed no visible contamination.
Once the equipment has been verified to be visually clean, a rinsate solution will be transferred through all of the process piping to give 100% coverage. A sample of the rinsate that might have come from the transfer piping should be collected and analysed for any residual contamination. Once the rinsate runs completely clean, it can be assumed that the piping is also clean.
Swabs should then be collected from the most logical places inside all of the pieces of equipment used in a process. These swabs are analysed using the same detection method as that applied to the rinsate. Once all of these steps are complete, a cleaning limit determination form will be issued, certifying that the carryover is within defined limits.
For processes that are run frequently within a facility, cleanouts can become “validated” if proved to have been successful on a number of (for example, three) occasions. This validation can remove the burden of having to swab and test after every cleanout and the equipment can be considered to be “clean” after a visual inspection, subject to a validation report being written and approved.
With this procedure in place, swab and rinsate testing can be reduced to annual checks to ensure their continued effectiveness.
Wider implications
Cleaning must be done with the exact precision and technique as defined by the product’s manufacturing procedures. A culture must be ingrained within a manufacturing organisation to hold all individuals to a very high standard. The aim of cleaning is to adopt and achieve a “first-time-right” attitude to procedures.
By planning the protocols in advance of a new product manufacturing campaign and undertaking the procedures accurately each time, there will be less downtime for repeat cleaning, and therefore the overall project throughput in the facility will be greater. Having to repeat cleaning protocols can cause significant delays to projects within a facility, especially in high-use and high-demand equipment.
When a new product is brought into the facility, it is common for chemical development and/or analytical development groups to do solubility studies to assist in guiding cleaning strategies for a process. The results of these studies will be passed on to the process engineers, who are subsequently responsible for designing and running the cleaning procedures.
Although these studies can be rapid, they can have limitations, particularly when it comes to the by-products and side-products of the reaction that makes the API, as they will usually only cover the API itself. Typically, rinsates are identified from the work undertaken by chemical and analytical development teams when they have completed their solubility studies and developed a method of recovery using a certain solution or solvent.
For highly water-soluble products, water alone can be an effective rinsate. Rinsates and swabs are analysed for any residual contamination using a high-performance liquid chromatography (HPLC) method, which is able to detect any contaminants including the drug or intermediate being manufactured. All peaks from the HPLC should be tabulated and a sum of the peaks will equal the amount of contaminant.
With cleaning, there is always room for improvement; even if the complete effectiveness of contamination removal is possible, then the next most important aspect to address is the cycle time. Is it possible to achieve the same results in terms of cleanliness in a shorter timeframe?
If cleaning downtime is reduced, more batches of product can be manufactured in the same time, improving the facility’s overall productivity … and it’s the job of the cleaning co-ordinator to balance the time spent cleaning against the risk of reducing this.
There are engineered solutions such as high impinging spray balls that can be fitted into vessels that reduce the cycle time of cleaning and also the amount of solvent needed. These reduce the cost of cleaning, although do come with a high capital cost to install, so these benefits need to be weighed up against each other.
The amount of production that remains unrealised by failed cleanouts is hard to quantify when considering the product mix. Should leeway for cleaning failures be built into the facility’s schedule planning? And, if not, how can a company ensure that it will not be required?
However, the losses can be calculated more accurately after the fact; in retrospect, the numbers can be significant. A failed cleanout can lead to an asset being unusable for several days, including the time spent writing supplements and amending protocols before being able to perform the supplemental cleaning.
This can cause tens of thousands of dollars’ worth of potential product to not been made. The aim is to ensure that any such events remain as one-offs and procedures are put in place to ensure repeat mistakes are not made. If such events become a common occurrence, the financial losses will be highly damaging for the business and its overall profitability.


