Increased demand for product miniaturisation is one of the principal challenges faced by manufacturers of pharmaceuticals, medical devices, food, microsystems and microelectronics. For such sectors, the smallest amount of air pollution or contamination in the cleanroom can lead to high and costly reject rates. Operators of cleanroom production facilities place great importance on air purity to align with standards and it underpins the quality and safety of their products. It is understandable, therefore, that selection of linear drives for cleanroom environments requires careful scrutiny.
Development of microsystems and microelectronics has accelerated in recent years and is set for continued growth in the future. As a result, there is increasing need for linear drives that are suitable for all cleanroom classes. A prerequisite for successful technology deployment is the ability of linear drives to meet the requirements of cleanroom applications, while at the same time providing customers with an attractive and viable cost-to-performance ratio. The principal requirement of cleanroom technology is to aid production without compromising air purity in the cleanroom. After all, the design of a cleanroom — its structure, interior and technology (including linear drives) — is governed by the required air purity class.
As a rule, cleanrooms are served by vacuum systems operating in suction mode, where the air feeds through a wall or ceiling to create a unidirectional flow of air through the room.
This scenario only works if there is no place within the cleanroom where air can rest, and if there is no interference from equipment positioned at right angles to the direction of flow. In addition, during operation, relatively slow motion is required to avoid any whirling of particles or conversion of laminar flow to turbulent flow. This unwanted effect would not only increase energy requirements, but would result in additional contamination of the products being manufactured.
The permissible particle concentrations in the air of cleanrooms are graded according to purity classes defined in standards such as VDI 2083, US Federal Standard 209E and DIN/EN/ISO 14644-1.
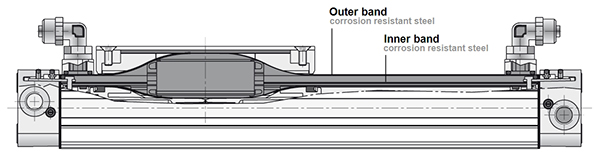
Figure 1: Parker’s OSP-P cleanroom cylinders draw a partial vacuum between inner and outer sealing bands to prevent emissions into the cleanroom
Standard rodless pneumatic cylinders are normally deemed unsuitable for use in cleanroom environments as they emit tiny abrasive particles, fine lubricant particles and oil mist during operation. They can also stir up contaminant particles when operating at high speeds. In terms of design, the majority of rodless pneumatic cylinders use an axially slotted cylinder barrel. Power transmission through the slot outwards to the carriage is form-fit. The slot is sealed on the inside by an internal stainless steel sealing strip along the cylinder barrel wall that prevents the release of contaminants.
Cleanroom-compatible rodless pneumatic cylinders differ from their standard counterparts in a number of ways. For instance, a partial vacuum is created via a vacuum line in the space between the inner and outer sealing band. This feature helps to reduce possible emissions, such as abrasive particles from the piston seals or slide elements, using suction to remove and feed them into downstream filters. Special vacuum connections at both ends of the barrel are used for this purpose. The vacuum generates a suction flow from the cylinder that ensures (assuming sufficient suction power is available) emissions are extracted and no particles are released into the cleanroom atmosphere.
Parker’s Origa System Plus (OSP-P) cleanroom cylinder offers this functionality. It combines the efficiency of the ORIGA’s cylinder slot seal system with vacuum protection against progressive wear and contamination from sliding components. A partial vacuum drawn between the inner and outer sealing bands prevents emission into the cleanroom. To generate the vacuum, a suction volume of approximately 4 m³/h is required.
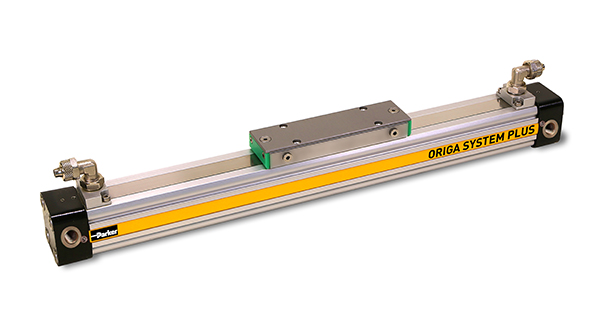
Figure 2: OSP-P rodless cylinders are optimised to meet the needs of cleanroom environments
Benefits for cleanrooms
Cleanroom-compatible rodless pneumatic cylinders, such as the OSP-P, can demonstrate high cleanliness and cleanroom applications. Specific performance attributes such as low-speed running characteristics are delivered through the use of special piston seals; this is further supported by stick-slip-free operation at speeds of around 0.005 m/s.
Tests in a Class 1 cleanroom provide an idea of the increased performance levels offered by cleanroom-compatible rodless pneumatic cylinders in comparison with standard versions. While a standard cylinder will show counts of up to 100,000 particles / ft3 in operation at a velocity of 0.5 m/s, a cleanroom-compatible rodless pneumatic cylinder (featuring extraction and aspiration in the slot area between inner and outer sealing band) will statistically show that it emanates no cleanroom particles.
Values measured in the direct vicinity of the cylinder will be equivalent to those of the ambient air in the cleanroom. Based on these performance levels, a cleanroom-compatible rodless pneumatic cylinder can be used dependent on its required velocity in ISO Class 4 and 5 cleanrooms.
The OSP-P rodless pneumatic cylinders provide additional advantages, e.g. double-action force can be delivered due to their duplex design, a configuration that also offers rigidity in high load and rotational movement operations. The design principle also offers a cost-effective alternative to electrical linear drives in cleanroom applications.